热门关键词: 石墨制品 | 纯矽制品 | 特殊金属 | 金属制品 | 陶瓷制品 | 石英制品 | 二手设备
专业的半导体机台服务应用公司
范围:Lam 9400、9600、4520、2300——
AMAT P500, DPS, centura, endura——
全国服务热线 0519-68910861


 启闳半导体科技(江苏)有限公司
启闳半导体科技(江苏)有限公司单圆片刻蚀设备的工艺目的主要为薄膜刻蚀,按照工艺用途可以将其分为两类,即轻度刘性设备(用于去除高能离子注人所引起的表层薄膜损伤层)和牺牲层去除设备(用于圆片减薄或化学机械抛光后的阻挡层去除)。在工艺中需要去除的材料般包括硅、 氧化硅、氮化硅及金属膜层。
(1)硅的湿法刻蚀:包括单品硅或多晶硅的湿法刻蚀。刻蚀液般有两种,一种是以硝酸一氢氧酸混合液为基础溶液的酸性刻蚀液, 其反应机理是,硝酸将硅表面氧化,形成的氧化硅溶于氢氟酸形成六氟硅酸络合物,这类刻蚀液对硅的刻蚀速率极高,在硅的各个品向的刻蚀速串相同,是种各向同性的湿法刻蚀方法:在实际生产中,为保证药液的循环使用寿命和刻蚀稳定性,经常会添加醋酸、硫酸和磷酸等调节硅的刻蚀速率。
另种硅刻蚀液是以氢氧化钾或四甲基氢氧化饺(ertamtylammonium Hyroide, TMAH)为基础溶液的碱性刻蚀液,此类溶液在硅的不同晶向上具有不同的刻蚀速率,是一种各 向异性的湿法刻蚀方法,因此在集成电路生产中经常被用作特殊微结构的加工。
(2)氧化硅的湿法刻蚀:最常见的SiO,刻蚀液是氢氟酸刻蚀液,但由于氢氟酸溶液中的水较易挥发,在长时间的工艺过程中刻蚀速率不稳定,因此在有些需要精确控制刻蚀速率的工艺中引人了缓冲氧化硅刻蚀剂( Bufered OxideEchant, BOE)。 这种刻蚀液由氢氟酸、氯化铵(NH,F) 和表面活性剂混合而成,其中氢氨酸仍为氧化硅的主要刻蚀剂:氟化铵(NH,F)的作用是作为缓冲剂,提供反应过程中被不断消耗的氟离子,以保持刻蚀速率的稳定性:表面活性剂的作用是通过降低刻蚀液的表面张力,提升其在圆片表面的浸润性,改善刻蚀效果。
(3)氨化硅的湿法刻蚀:适用于氧化硅的刻蚀溶液包括氢氨酸、BOE和高温磷酸(85%磷酸溶液,使用温度高于170C)。由于磷酸对氧化硅的刻蚀速率很低,因此在集成电路工艺过程中,经常用确酸作为氮化硅的膜层刻蚀剂。
(4)金属膜层的的湿法刻蚀:在集成电路工艺过程中,经常会出现金属膜层的刻蚀工艺,如细、铜、钛、组等。铝的湿法刻蚀液- 殷由磷酸。硝酸、睛酸及水混合面成,使用的工艺温度般为35- 45T。钢的醒法刻蚀液一般为氨氨股和硝酸的混合物。近年来, 随着高k介质金属棚极(Hsh k Meal CateHKMG)工艺的兴起,由于对硅、氧化硅和恰基HKMG薄膜的良好刻蚀选择性,一号标准清洗液(SC1) 已越来越广泛地用于金属栅极材料(含金属仗和但据的金属材料)的湿法刻蚀工艺。
在湿法刻蚀工艺及其硬件设计中,需要注意以下事项。
(1) 湿式刻蚀速率可通过改变溶液浓度及温度子以控制。刻蚀液的温度及流量的波动容易造成刻蚀液性能的波动,使用高精度的化学药液混合系统和保温系统是保证湿法刻蚀工艺正常进行的基础。
(2) 出于成本考量,刻蚀液一般需要回收使用,其浓度在循环利用过程中的变化会造成刻蚀速率的波动,因此应根据圆片的作业片数和药液使用时间来管控药液的使用寿命,及时更换新鲜药液。同时,混液系统内配置了刻蚀液的自动补加功能(Auto Desing),当圆片作业的数量达到设定值时,混液系统自动对刻蚀储液槽进行补液,每次的补液量可由操作人员通过控制软件设定。在某些图形刻蚀的关键步骤中,控制软件会根据工艺片数的累计值自动调整每片刻蚀液的作用时间,刻蚀时间甚至可精准到0. ls。
(3)由于刻蚀液在圆片表面各处的甩出速度不一致,且刻蚀过程中经常有气泡产生,这些气池会附着在圆片表面,从而局部地抑制刻蚀的进行,因此会造成刻蚀的不均匀性。针对此问题,在硬件设计中,刻蚀液喷嘴可在高精度电动机驱动下来回扫描,且在圆片的不同区域根据刻蚀速事的差异自动洞整喷嘴的扫描速度,以补偿纯离心力导致的刻蚀不均匀。
(4)刻蚀液一般为高浓度强刻蚀性液体,在反应过程中容易在腔体内产生化学雾,若不及时抽排而滞留在圆片上方,会造成圆片表面缺陷。因此在硬件设计上,需要在加强腔体排风的同时,兼顾送风和排风的风压平衡。单四片刻蚀设备又分为圆片正面刻蚀和圆片背面刻蚀两种类型。正面刻蚀设备的整体硬件结构与单圆片清洗设备基本一致,差异之处在于所施用的化学药剂不同。四片背面刻蚀设备一般用于背面薄膜 去除、圆片背面的多晶硅刻蚀和品背减薄,它与正面刻蚀设备最大的区别在于所使用的工艺夹具不同。
在正面刻蚀设备中,一般使用的夹具有如下两种。
(1)机械夹持夹具:利用汽缸、电磁或离心力等机械力驱动的活动卡针(Chek Pin)固定圆片,这种夹紧装置会接触圆片的侧边和上表面外圈的1~2mm处。
(2)真空吸盘夹持夹具:利用真空负压吸附的原理进行工作,这种夹持装置需要较大面积地接触圆片背面,目前在高端集成电路清洗设备中已不再使用。随着芯片厚度的减薄,圆片背面减薄的程度越来越大。当四片厚度小于300pm时,传统的机械夹持方式容易使圆片发生翘曲变形破裂而不再适用。有的工艺需要在进行品背工艺过程的同时,对圆片正面进行防止溶液、蒸汽和化学接触及机械划伤的全面保护。
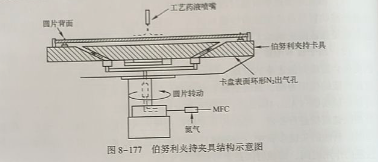
在这种需求的驱动下,非接触式夹具应运而生。目前,业内应用最多的是伯努利( Bermouli)夹持夹具,这种夹持夹具应用了空气动力学悬浮原理。图8-177所示的是伯努利夹持夹具结构示意图。由图可见,机械手将圆片送人腔体后,图片背面朝上、正面朝下。在工艺过程中,流量精准控制的高掩氮气通过夹具下方的气体管路和卡盘表面一圈的环形小孔源源不断地输人圈片与夹具之间的空隙中。
根据伯努利效应,流体的流速越大,压强越小;流体的流速越小,压强越大。因此,当卡盘与圆片之间缝隙较小时,气体流功减小,导致施加在圆片正面的压强变大:而当卡盘与圈片之间的缝隙较大时,气体流速较大,导致施加在圆片正面的压强变小。在工艺过程中,只需精准维持气源的流量和压力,圆片即可被维持在一平衡位置。虽然伯努利夹具优势明显,但是高纯氮气消耗量过大的缺陷,使得这种夹具目前仅在圆片背面清洗刻蚀工艺中得到了应用。










扫一扫